همه چیز در مورد جوشکاری از انواع و روش های جوشکاری تا جوش ذوبی تا غیر ذوبی
فرایندهای مختلفی از جوشکاری در اجرای سازه فلزی پیاده میشود. انواع جوشکاری را بر اساس فرایند کلی آن در چند دسته طبقه بندی می کنند. در دنیا امروز انواع روشهای جوشکاری مدرن با بهره وری بهتر به کار گرفته میشوند. در ادامه به تعریف و معرفی انواع جوشکاری از جمله ذوبی، غیر ذوبی، قوس الکتریکی و لیزری با تصویر پرداخته شده است. جوشکاری چیست؟ قبل از پرداختن به انواع روشهای جوشکاری بهتر است تعریف مختصری از آن ارائه دهیم. جوشکاری به روشی برای اتصال دو قطعه فلز، پلاستیک یا چوب گفته میشود که در این مقاله به معرفی روشهای جوشکاری…
فرایندهای مختلفی از جوشکاری در اجرای سازه فلزی پیاده میشود. انواع جوشکاری را بر اساس فرایند کلی آن در چند دسته طبقه بندی می کنند. در دنیا امروز انواع روشهای جوشکاری مدرن با بهره وری بهتر به کار گرفته میشوند. در ادامه به تعریف و معرفی انواع جوشکاری از جمله ذوبی، غیر ذوبی، قوس الکتریکی و لیزری با تصویر پرداخته شده است.
جوشکاری چیست؟
قبل از پرداختن به انواع روشهای جوشکاری بهتر است تعریف مختصری از آن ارائه دهیم. جوشکاری به روشی برای اتصال دو قطعه فلز، پلاستیک یا چوب گفته میشود که در این مقاله به معرفی روشهای جوشکاری فلزات اشاره میکنیم.
نکات مهمی باید در جوشکاری رعایت شد. جوشکاری با کیفیت پایین و نامناسب همیشه یکی از معایب سازه فلزی بوده است.
انواع جوشکاری کداماند؟
جوشکاری به دو دسته کلی ذوبی و غیرذوبی تقسیم میشود که هر کدام از این دو دسته خود، زیردسته هایی دارا هستند.
| جوشکاری ذوبی | جوشکاری غیر ذوبی |
جوشکاری ذوبی
جوشکاری ذوبی از رایجترین انواع روشهای جوشکاری است. در جوشکاری به روش ذوبی دو فلز به وسیله مذاب حاصل از فلز پر کننده پس از سرد شدن به هم متصل میشوند.
جوشکاری ذوبی به چند دسته کلی جوشکاری قوسی، جوشکاری لیزری، جوشکاری اکسی گاز و جوشکاری الکترونی تقسیم میشود که در ادامه به توضیح هر کدام پرداخته شده است.
| جوشکاری قوسی | جوشکاری لیزری | جوشکاری اکسی گاز | جوشکاری الکترونی |
جوشکاری قوسی
در جدول زیر انواع روش های جوشکاری قوسی آورده شده است.
| جوشکاری قوسی با الکترود روکش دار (SMAW) |
| جوشکاری قوسی زیرپودری (SAW) |
| جوشکاری قوسی تو پودری (FCAW) |
| جوشکاری قوسی کربنی (CAW) |
| جوشکاری قوسی با الکترود تنگستنی با حفاظت گاز خنثی (GTAW/TIG) |
| جوشکاری قوسی با الکترود فلزی تحت پوشش گاز محافظ (GMAW / MIG – MAG) |
| جوشکاری قوسی پلاسما (PAW) |
جوشکاری قوسی با الکترود روکش دار (SMAW)
در جوشکاری قوسی با الکترود روکش دار (Shielded metal arc welding) از یک الکترود فلزی پوشش دار برای پر کردن فضای بین دو قطعه فلزی استفاده میشود که قوس الکتریکی در اینجا برای تولید حرارت مورد نیاز ذوب فلزات به کار گرفته میشود.
به جوشکاری قوسی با الکترود روکش دار، جوشکاری الکترود دستی (Manual metal arc welding) که مخفف آن (MMA) است یا جوشکاری قوسی با محافظ پودری و یا جوشکاری میلهای نیز گفته میشود.
در این روش از انواع جوشکاری برای تشکیل قوس الکتریکی بین الکترود و قطعات فلزی از جریان الکتریکی متناوب که از یک منبع تغذیه جوشکاری به دست میآید استفاده میشود.
این روش جوشکاری به دلیل سادگی عملیات جوشکاری، تجهیزات با قیمت مناسب و در دسترس و پایداری محصول جوشکاری به عنوان یکی از پرکاربردترین روشها شناخته شده است.
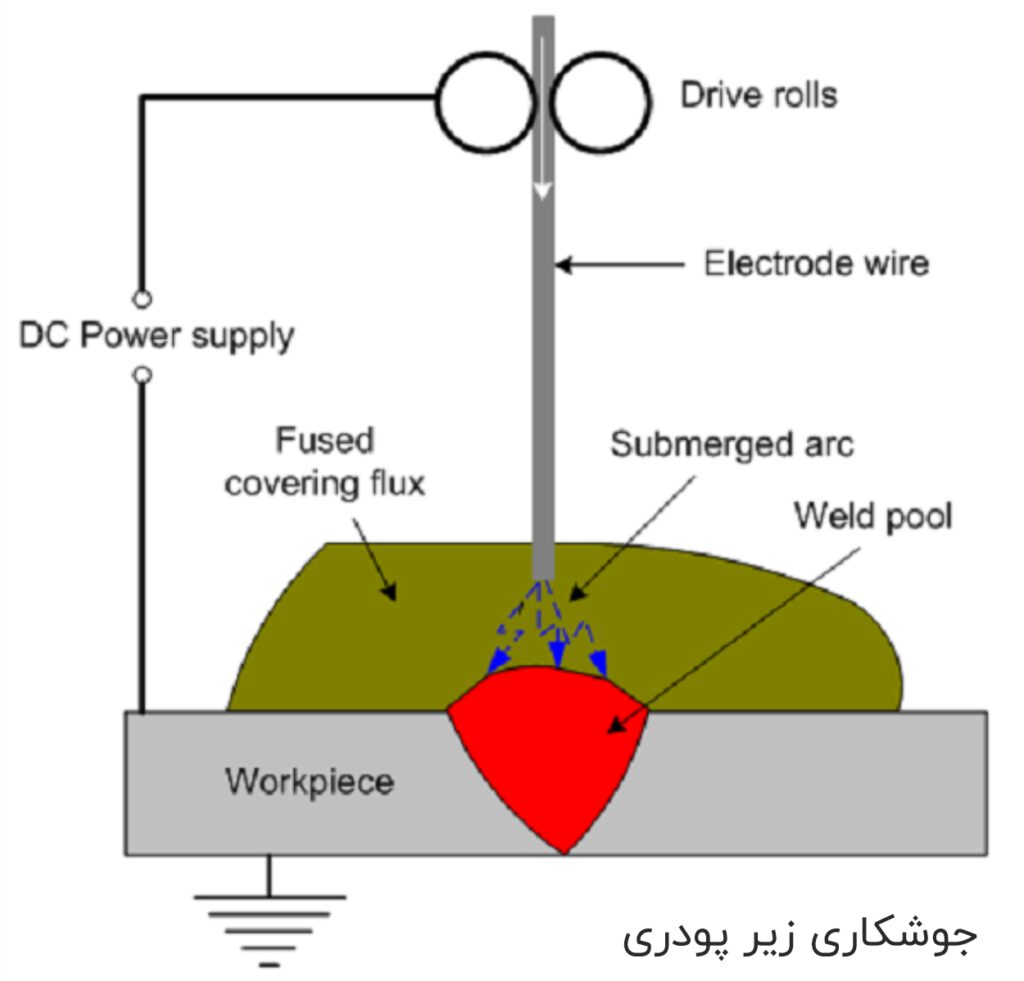
جوشکاری قوسی زیرپودری (SAW)
جوشکاری قوسی زیرپودری (Submerged Arc Welding) به اختصار (SAW) نوعی از جوشکاری قوسی است که در آن قوس الکتریکی بر روی سیم جوش مصرفی و در زیر پودر تشکیل میشود تا از ورود ترکیبات ناخالصیهای به فلز جوش خورده، ترکیب فلز جوش با اکسیژن و تشکیل سرباره فلز جوش به درون حوضچه جوش جلوگیری میکند.
در این روش از جوشکاری قوس الکتریکی میان ماده مصرفی (سیم جوش) و قطعات ایجاد میشود. در این روش پودر جوش که از طریق مجرایی از یک مخزن نگهداری پودر جوش به سطح قطعات فلز ریخته میشود. در واقع در این روش قوس الکتریکی در زیر پودر جوش تشکیل میشود.
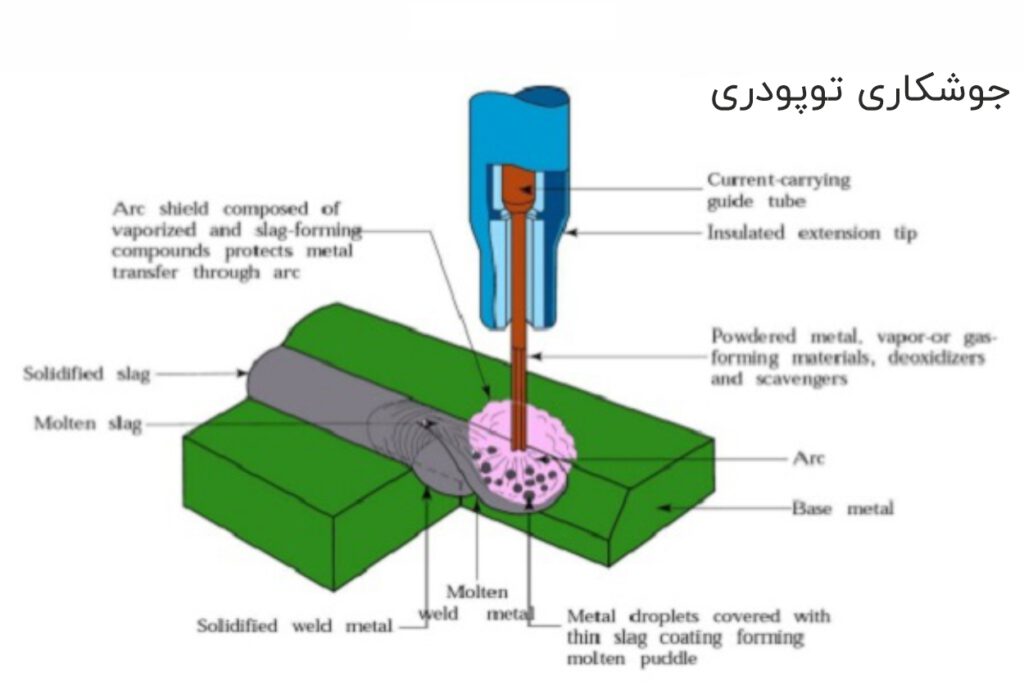
جوشکاری قوسی تو پودری (FCAW)
در جوشکاری تو پودری (Flux-Cored Arc Welding) به اختصار (FCAW) قوس الکتریکی بین سیم جوش توپودری و قطعات فلزی صورت میگیرد که مانند همه جوشکاریهای قوسی حرارت ناشی از آن موجب ذوب شدن و اتصال قطعات فلزی با هم میشود.
در این انواع از روشهای جوشکاری اگر حوضچه مذاب به وسیله دود حاصل از سوختن جوش محافظت شود به آن جوشکاری توپودری خود محافظ (Self-Shielded) و اگر به وسیله گاز با منبع خارجی محافظت شود، به آن جوشکاری توپودری گاز محافظ (Gas Shielded) میگویند.
جوشکاری قوسی کربنی (CAW)
جوشکاری قوسی کربنی (Carbon Arc Welding) به اختصار (CAW) به نوعی از جوشکاری قوسی گفته میشود که در آن قوس الکتریکی بین یک سیم جوش یا الکترود کربنی (گرافیتی) و قطعات فلزی تشکیل میشود. جوشکاری قوسی کربنی از انواع روشهای جوشکاری قدیمی به حساب میآید که امروزه کاربردی نداشته و به وسیله جوشکاری قوسی دو کربنی جایگزین شده است.
شرکت ابرگان سازه با تجربه چندساله و بهره گیری از جدیدترین تجهیزات و برخورداری از الزامات و استانداردهای بینالمللی جوش و جوشکاری در سازه فلزی آماده ارائه هرگونه خدمات در زمینه طراحی و ساخت سازه فولادی (فلزی) است.
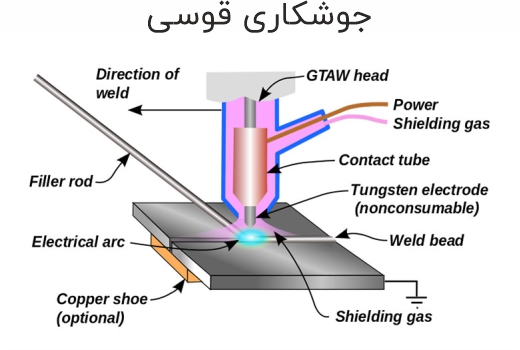
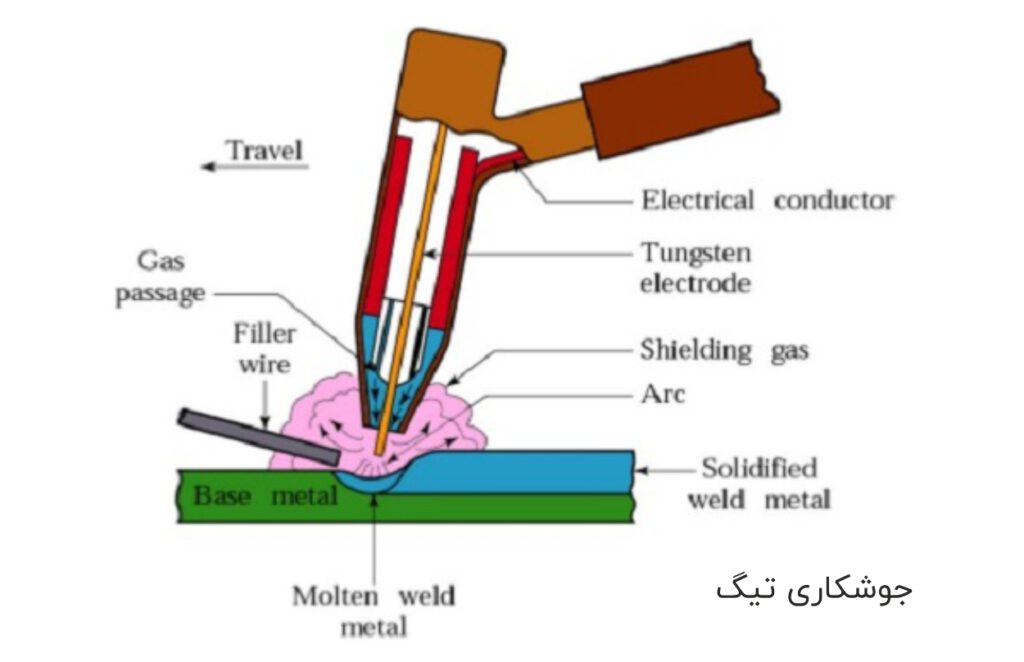
جوشکاری قوسی با الکترود تنگستنی با حفاظت گاز خنثی (GTAW/TIG)
جوشکاری قوسی با الکترود تنگستن گاز محافظ (Gas Metal Arc Welding – GTAW)، جوشکاری تنگستنی با گاز محافظ خنثی (Tungsten Inert Gas – TIG) جوشکاری تنگستن – گاز، جوشکاری تیگ و در ایران جوشکاری آرگون همگی نامهای مختلف این روش جوشکاری قوسی هستند.
در این روش از انواع جوشکاری قوس الکتریکی بین از الکترود غیر مصرفی از جنس تنگستن و قطعات فلزی ایجاد شده که با در آن حوضچه مذاب به وسیله گاز آرگون یا هلیوم محافظت میشود. البته امکان اضافه کردن الکترود مصرفی از جنس فلز پایه (Consumable) هم وجود دارد که میتواند نرخ رسوب را افزایش داده و ترکیب شیمیایی فلز جوش را تعیین کند.
جوشکاری تیگ برای فلزاتی مانند فولاد زنگ نزن و آلیاژهای آلومینیوم و مس با ضخامتهای 1/6 تا 3/2 میلیمتر مناسب است. از آنجایی که سرعت جوشکاری پایینی دارد و سرعت کار در جوشکاری در هزینهها تأثیر مستقیم دارد، از انواع جوشکاری پر هزینه است.
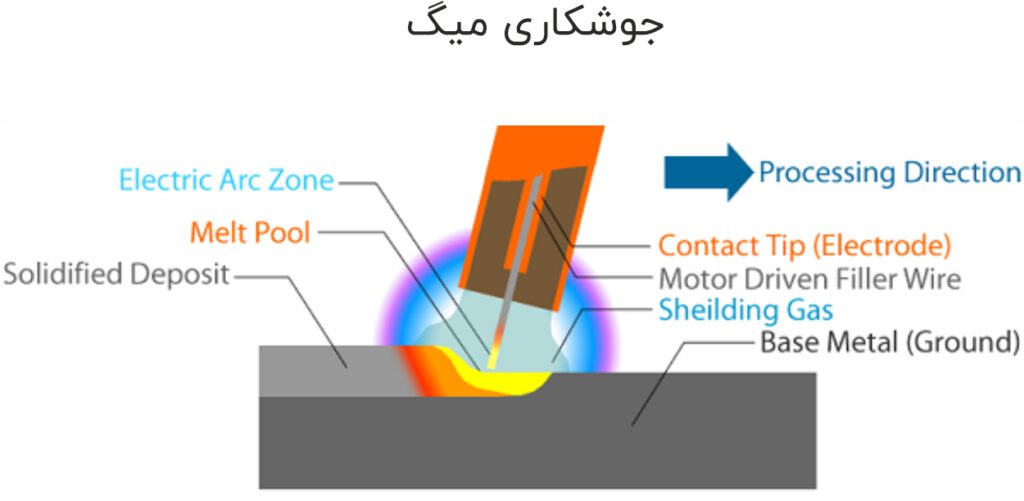
جوشکاری قوسی با الکترود فلزی تحت پوشش گاز محافظ (GMAW / MIG – MAG)
جوشکاری قوسی با سیم مصرفی گاز محافظ (Gas Metal Arc Welding – GMAW)، جوشکاری با سیم مصرفی گاز محافظ، جوشکاری فلزی با گاز محافظ خنثی (Metal Inert Gas – MIG) یا فعال (Metal Active Gas – MAG)، جوشکاری میگ و جوشکاری مگ همگی نامهای مختلف یک روش جوشکاری قوسی با الکترود فلزی گاز محافظ است.
اگر گاز محافظ استفاده شده در این جوشکاری بیاثر باشد، به این روش جوشکاری میگ (MIG) و اگر گاز محافظ استفاده شده فعال یا با اثر باشد به آن جوشکاری مگ (MAG) گفته میشود. در این روش جوشکاری خلاف روش قبل از الکترود مصرفی استفاده میشود.
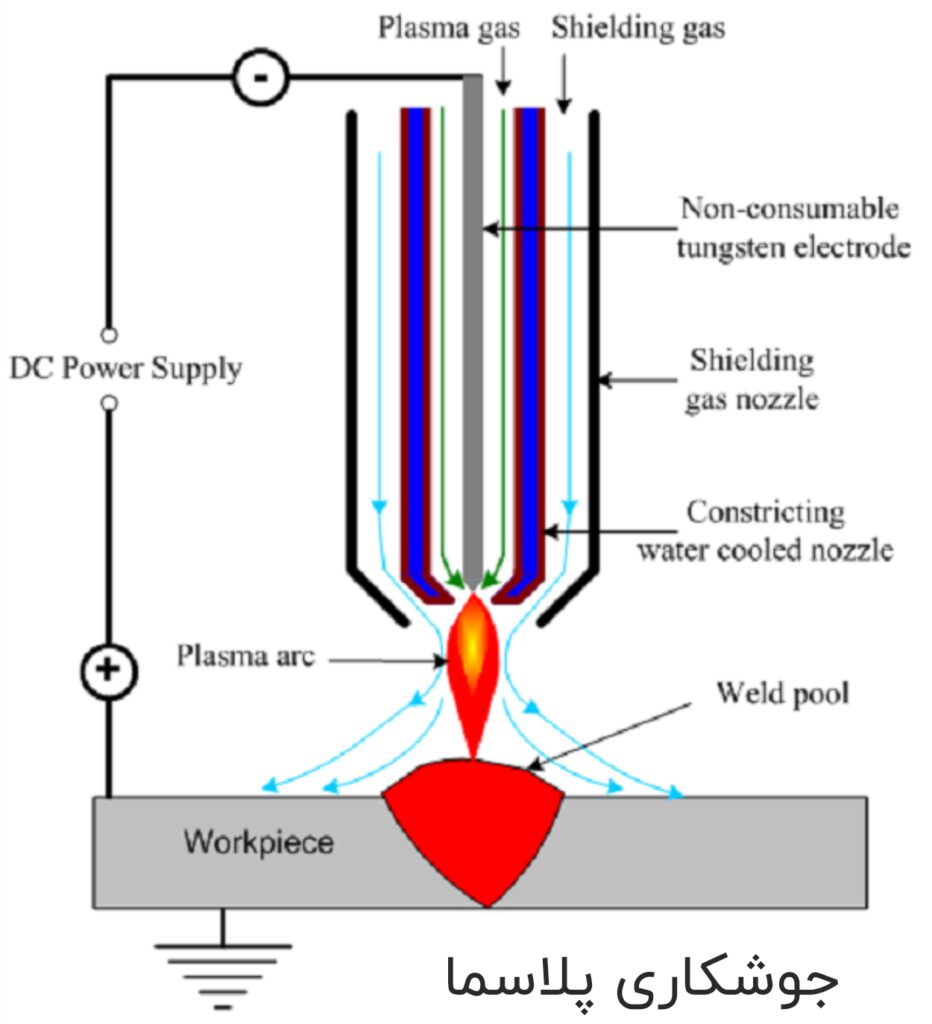
جوشکاری قوسی پلاسما (PAW)
جوشکاری پلاسما (Plasma Arc Welding) به اختصار (PAW) در واقع فرایندی است که در آن قوس الکتریکی بین الکترود تنگستنی غیر مصرفی و قطعات فلزی ایجاد میشود که در واقع جوشکاری تیگ است، حالا با اضافه شدن نازل در دهانه قوس الکتریکی، گازهای بیاثر (آرگون یا هلیوم) یونیزه میشوند و دمای جوشکاری را بالا میبرند.
با بالا رفتن حرارت، سرعت و کیفیت جوشکاری پلاسما نیز به نحوه چشمگیری بالا میرود. علاوه بر جوشکاری از این روش برای برش فلزات به دلیل ایجاد شدن حرارت بسیار بالا نیز استفاده میشود.
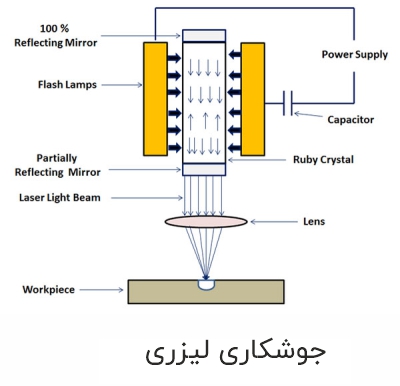
جوشکاری لیزری (LBW)
جوشکاری لیزری (Laser Beam Welding) روشی از جوشکاری است که برای اتصال دو قطعه فلزی به هم از لیزر استفاده میشود. جوشکاری با استفاده از لیزر انواع مختلفی دارد که بر اساس نوع لیزر و نوع جوشکاری به دستههای مختلف تقسیم میشود. در ادامه به بررسی انواع آنها پرداخته شده است.
در این انواع از روشهای جوشکاری پرتو لیزر درواقع پرتوهای خورشید هستند که با استفاده از لنزهای مخصوص، متمرکز شدهاند و انرژی بالایی دارند. این انرژی بالا میتواند فلزات را ذوب کند، به همین دلیل است که از آن برای برشکاری و جوشکاری استفاده میکنند.
| انواع جوشکاری لیزر بر اساس نوع لیزر | انواع جوشکاری لیزر براساس نوع جوشکاری |
| جوشکاری لیزر فیبری یا الیافی | جوشکاری هدایتی |
| جوشکاری لیزر پالسی | جوشکاری رسانایی یا نفوذی |
| جوشکاری لیزر موج پیوسته | جوشکاری نفوذ یا سوراخ کلید |
انواع جوشکاری لیزر بر اساس نوع لیزر
لیزرهای انواع مختلفی دارند و از همه آنها نمیتوان برای جوشکاری استفاده کرد. لیزرهای مناسب جوشکاری را میتوان به انواع فیبری، پالسی و موج پیوسته خلاصه کرد. در ادامه درباره هر نوع توضیحی به اختصار داده شده است.
جوشکاری لیزر فیبری یا الیافی
لیزر الیافی یکی از انواع لیزر است که برای جوشکاری قطعات کوچک در صنایعی مانند مهندسی پزشکی، پزشکی و الکترونیک تا جوشکاری قطعات بزرگ در صنایعی مانند خودروسازی و هوا و فضا کاربرد دارد. جوشکاری لیزر فیبری یک روش کم هزینه برای ایجاد جوشهای نقطهای با کیفیت بالا است.
جوشکاری لیزر پالسی و موج پیوسته
به طور کلی پرتو لیزر به دو صورت پیوسته یا پالسی تابیده میشوند که در نوع پالسی نور با شدنی ثابت در مقاطع زمانی مشخص روی سطح مورد نظر تابیده میشود و این در حالی است که در نوع پیوسته این پرتو به صورت مدام و با شدت یکنواخت روی سطح تابیده میشود.
استفاده از جوشکاری پالسی و پیوسته برای جوشکاری آلیاژهای مختلف مناسب هستند که از مزایای آن میتوان به حفاظت عالی حوضچة مذاب، جوشهای با مقاومت خستگی بالا، حرارت ورودی کم، منطقة متأثر از حرارت باریک، سهولت جوشکاری در حالت سوراخ کلیدی، اعوجاج کم قطعه کار، نسبت عمق به عرض بالا در حوضچة جوش و سرعت و دقت بالا در فرایند جوشکاری اشاره کرد.
البته لازم به یادآوری است که به دلیل هزینههای بالا و نیز عدم توانایی در جوشکاری قطعات ضخیم توسط لیزرهای صنعتی با توانهای متوسط و کم، این روش با محدودیتهایی نیز روبرو است و بیشتر برای اجرای جوشکاری در جاهایی که امکان جوشکاریهای معمولی وجود ندارد مانند کنجها مورد استفاده قرار میگیرد.
انواع جوشکاری لیزر براساس نوع جوشکاری
به طور کلی انواع جوشکاری لیزر با توجه به نوع فرایند جوشکاری به دو دسته کلی هدایتی یا نفوذی تقسیم میشود که یک حالت رسانایی نفوذی هم در برای آن در نظر گرفته میشود.
در یک نگاه کلی میتوان عنوان کرد که جوشکاری هدایتی در یک سطح گسترده و در عمق کم، جوشکاری رسانایی یا نفوذی در عمق نفوذ کم و انرژی متوسط و جوشکاری نفوذ یا سوراخ کلید در سطح کم و عمق زیاد که طبیعتاً انرژی بالایی دارد انجام میشود.
جوشکاری اکسی گاز
جوشکاری اکسی گاز (Oxy-Fuel Gas Welding – OFW) به اختصار (Gas Welding) با نام جوشکاری با شعله (Flame Welding) نیز خوانده میشود. در این روش جوشکاری گاز اکسیژن با یک گاز دما بالا مخلوط شده و شعلهای با دمای بالا ایجاد میکند که توانایی ذوب فلزات را دارد که از این خاصیت میتوان برای جوشکاری استفاده کرد.
در این روش از انواع جوشکاری اگر برای ایجاد دمای بالای شعله از گاز استیلن استفاده شود، روش جوشکاری اکسی استیلن (Oxy-Acetylene Gas Welding) به اختصار (OAW) نامیده میشود. گاز استیلن در بین همه گازها، بیشترین درجه حرارت شعله را ایجاد میکند. در این روش گاز استیلن با نسبت مناسب وارد محفظه اختلاط مشعل شده و پس از مخلوط شدن، با احتراق از سر نازل خارج میشود، سپس با ذوب کردن قطعات فلزی و سیم جوش قطعات را به هم وصل میکند.
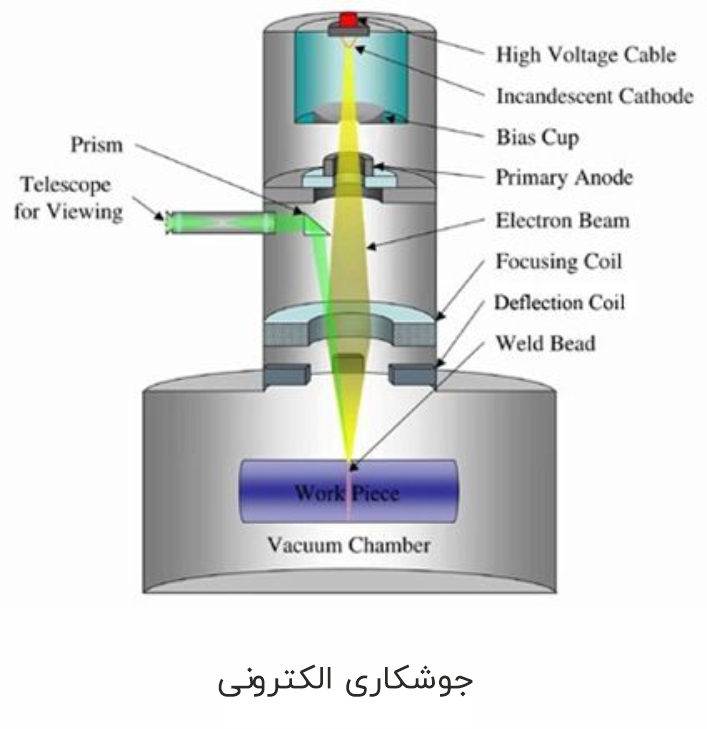
جوشکاری الکترونی
جوشکاری الکترونی (Electron Beam Welding) یا به اختصار (EBW) به نوعی از جوشکاری ذوبی گفته میشود که در آن فرایند جوش دادن به وسیله پرتوهای الکترونی انجام میشود. الکترون ذرات زیر اتمی دارای بار منفی هستند که با شتاب دادن آنها، انرژی مورد نیاز جوشکاری به دست میآید.
پرتو الکترونی پرقدرت به قطعات فلزی تابیده شده و موجب شدن آنها میشود که میتواند در محیط خلأ صورت گیرد که جوشکاری در محیط خلأ کیفیت بالاتری دارد. جوش دادن مقاطع ضخیم تنها با یک فاز، تمرکز بالا و پراکندگی پایین، آلودگی کم، منطقه تأثیر کوچک و امکان جوشکاری فلزات غیرهمجنس از مزایای این روش جوشکاری هستند.
جوشکاری غیر ذوبی
در روش غیر ذوبی نیز دو فلز به وسیله فشار مکانیکی با کم شدن فاصله بین اتمها در محل تماس دو قطعه به هم متصل میشوند. جوشکاری غیر ذوبی به انواع مقاومتی، اصطکاکی، انفجاری، فراصوتی و نورد تقسیم میشود که در ادامه به معرفی انواع جوشکاری غیر ذوبی پرداخته شده است.
| جوشکاری مقاومتی | جوشکاری اصطکاکی | جوشکاری انفجاری | جوشکاری فراصوتی | جوشکاری نورد |
جوشکاری مقاومتی
جوشکاری مقاومتی الکتریکی (Electric Resistance Welding) به اختصار (ERW) یا جوشکاری مقاومتی (RW) روشی از جوشکاری غیرذوبی است که در آن گرما توسط جریان الکتریسیته به صورت موضعی به واسطه وجود مقاومت در مواد جوش ایجاد شده و در اثر فشار اتصال انجام میشود.
در جوشکاری مقاومتی مدت زمان مورد نیاز برقرار بودن جریان الکتریسیته برای اتصال قطعات به هم به عواملی مانند جنس و ضخامت قطعات، شدن جریان عبوری، شکل سطح مقطع الکترودها بستگی دارد.
انواع جوش مقاومتی بر اساس نوع جریان ورودی که مستقیم یا متناوب باشد و نوع فرایند جوشکاری و نیروی اعمال کننده فشار به قطعات برای اتصال انجام میشود. در ادامه به بررسی مهمترین روشهای جوشکاری مقاومتی پرداخته شده است.
| جوشکاری مقاومتی نقطهای | جوشکاری مقاومتی درز جوش | جوشکاری مقاومتی زائدهای | جوشکاری مقاومتی سر به سر جرقهای | جوشکاری مقاومتی سر به سر فشاری |
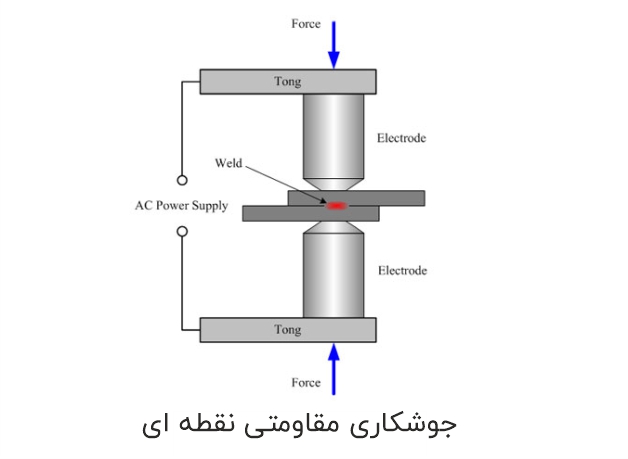
جوشکاری مقاومتی نقطهای
جوشکاری مقاومتی نقطهای (spot welding) به اختصار (RSW) نوعی از جوشکاری مقاومتی است که در آن حرارت تولید شده در یک یا چند نقطه اتصال قطعات روی هم قرار گرفته انجام میشود.
جوشکاری مقاومتی درز جوش
جوشکاری مقاومتی درزی (seam welding) به اختصار (RSEW) نوعی از جوشکاری مقاومتی است که در آن یک درز یا شکاف دو قطعه روی هم قرار گرفته به هم متصل میشوند.
جوشکاری مقاومتی زائدهای
جوشکاری مقاومتی زائدهای (projection welding) به اختصار (PW) نوعی از جوشکاری مقاومتی است که در آن جریان الکتریکی در نقطهای متمرکز شده و در نهایت نقطه جوش داده شده به صورت زائدهای به جای میماند. هدف استفاده از جوشکاری زائدهای تمرکز حرارت در یک نقطه است.
جوشکاری مقاومتی سر به سر جرقهای
جوشکاری مقاومتی جرقهای سر به سر (flash butt welding) به اختصار (FBW) نوعی از جوشکاری مقاومتی است که در آن فرایند جوشکاری از اتصال سر به سر دو قطعه فلز از طریق جرقه زدن و اعمال فشار انجام میشود.
جوشکاری مقاومتی سر به سر فشاری
جوشکاری مقاومتی فشاری سر به سر یکی از انواع جوشکاری مقاومتی است که در آن فرایند سر به سر قطعات فلزی از طریق اعمال فشار خارجی و در نهایت جوش قطعات به هم به دست میآید.
جوشکاری اصطکاکی
جوشکاری اصطکاکی (Friction Welding) نیز یکی از انواع جوشکاری غیر ذوبی است که از آن برای اتصال فلزات و ترموپلاستیکها (Thermoplastic) استفاده میشود. در این روش برای ایجاد پیوند و در نهایت جوش بین قطعات مذاب تشکیل نمیشود و گرمای حاصل از اصطکاک دو قطعه به دست میآید.
در این روش از انواع جوشکاری دو قطعه در کنار هم قرار گرفته که یکی از آنها ثابت بوده و دیگری متحرک است. در تماس اصطکاکی دو قطعه گرما حاصل میشود که در نهایت موجب خمیری شدن قطعات شده که با اعمال فشار پیوند با هم ادغام شده و جوش شکل میگیرد.
حال با توجه به نوع حرکت قطعه متحرک در کنار قطعه ثابت، این نوع جوشکاری به چند دسته تقسیم میشود که در ادامه به آنها پرداخته شده است.
| جوشکاری اصطکاکی خطی | جوشکاری اصطکاکی دورانی | جوشکاری اصطکاکی ارتعاشی | جوشکاری اصطکاکی مداری |
جوشکاری اصطکاکی خطی
همانطور که گفته شد در جوشکاری اصطکاکی با حرکت یک قطعه فلز در کنار قطعه ثابت دیگری و سپس ایجاد گرما در اثر اصطکاک و در نهایت اتصال صورت میگیرد. حال اگر یک قطعه ثابت بوده و قطعه دیگر به صورت خطی یا سینوسی در کنار آن حرکت کند، به آن جوشکاری اصطکاکی گفته میشود.
جوشکاری اصطکاکی دورانی
در جوشکاری اصطکاکی دورانی یا اینترشیال (Inertia Friction Welding) هم مانند جوشکاری خطی یکی قطعه ثابت بوده و قطعه دیگر در کنار آن حرکت میکند که حرکت آن به صورت دورانی است.
در فرایند این جوشکاری دو قطعه به موتورهای بسته میشوند و یکی از موتورها شروع به چرخش میکند. سرعت دوران و فشاری که به آن وارد میشود کنترل میشود تا زمانی که دو لبه کار ذوب شوند، سپس سرعت کاهش پیدا کرده و دو قطعه به هم متصل میشوند.
جوشکاری اصطکاکی ارتعاشی
همانطور که از نام این روش جوشکاری بر میآید، در این روش قطعات فلزی در کنار هم به ارتعاش درمیآیند و سپس با گرمای ایجاد شده، قطعات حالت خمیری پیدا میکنند که با اعمال فشار به هم جوش میخورند.
جوشکاری اصطکاکی مداری
جوشکاری اصطکاکی مداری نیز با حرکت مداری یکی از قطعات حول مداری کوچک به دور قطعه دیگر، مذاب تشکیل شد. سپس با وارد کردن فشار به آن جوش حاصل میشود.
جوشکاری انفجاری
جوشکاری انفجاری یک فرایند اتصال در فاز جامد (Solid State Welding) یا در واقع یکی از انواع جوشکاری غیر ذوبی است که در آن از موج انفجار برای اتصال دو قطعه فلزی به هم استفاده میشود. در این روش از هیچ واسطه و حرارت خارجی استفاده نمیشود و در نهایت این نیروی انفجاری است که یک پیوند فلزی با اشتراک الکترونی بین دو عنصر فلزی ایجاد میکند و در آن عمل نفوذ اتفاق نمیافتد.
در فرایند جوشکاری انفجاری؛ تحت ضربهای مایل و با سرعت بالا، اتصال انجام میشود. به این ترتیب که انفجار باعث میشود تا یک موج ضربهای مایل در فصل مشترک قطعات ایجاد شود که همین امر موجب میشود فلز جامد به صورت سیال رفتار کند.
بر اثر ضربه، قشر جهندهای از ذرات فلز با سرعت زیاد در سطح دو فلز تشکل میشود که به آن جت فلز گفته میشود و باعث تمیز شدن سطح دو صفحه از اکسید و مواد خارجی شده و بر اثر فشار حاصل از انفجار، عمل اتصال انجام میگیرد.
جوشکاری فراصوتی
جوشکاری فراصوتی (Ultrasonic welding) به اختصار (USW) یکی از انواع جوشکاری حالت جامد یا غیر ذوبی است که در آن با استفاده از امواج صوتی فرکانس بالا باعث تولید گرما شده که به سبب لرزش، ساییده شدن و اصطکاک قطعات به وجود آمده است، جوش و اتصال را پدید میآورد.
به طور کلی فرایند جوشکاری فراصوتی به این صورت است که در آن سطح قطعات تمیز شده، آنها را با استفاده از امواج فراصوت گرم کرده، سپس فشرده سازی کرده، در نهایت با امتزاج بین مولکولی و ایجاد جوش، قطعات را سرد میکنند. این روش جوشکاری نه تنها برای فلزات، برای دیگر مواد مانند سرامیک، پلیمر و کامپوزیت نیز مورد استفاده قرار میگیرد.
جوشکاری نورد انباشتی
جوشکاری نورد انباشتی (Accumulative Roll Bonding) به اختصار (ARB) هم از دیگر انواع جوشکاری فاز جامد با غیر ذوبی است که در واقع یک روش تغییر شکل پلاستیک شدید است. این روش از جوشکاری برای تولید ورقهایی از جنس مس، تیتانیم و … در حالت سرد استفاده میشود.
فرایند اجرای این انواع جوشکاری به این صورت است که ابتدا، دو یا چند ورق تمیز شده تا سطوح آنها از چربی و آلودگی پاک شود، سپس ورقها روی هم قرار میگیرند که برای حرکت کردن آنها در امتداد هم از جوش نقطهای بهره گرفته میشود. سپس قطعات از بین رولهای عظیم عبور داده میشوند که دقیقاً همان فرایند نورد است که باعث به هم چسبیدن قطعات به هم و تولید یک قطعه با ضخامت کمتر و طول بیشتر میشود.
سخن آخر
جوشکاری انواع و روشهای مختلفی دارند. در این مقاله به تعریف و معرفی آنها پرداخته شد. روشهای مدرن از فرایند جوشکاری ذوبی یا غیر ذوبی در سازههای فلزی به کار گرفته میشوند که مزیتهای قابل توجهی هم دارند.
شما کدام روش جوشکاری را ترجیح میدهید؟